柴油发电机组因气缸体与气缸盖的变形部位及程度不同,其修理方法也有所不同,其常见方法如下。
①气缸体平面螺孔附近的凸起,可用油石磨平或用细锉修平。
②气缸体和气缸盖的不平,可用铣、磨的加工方法修复。
气缸体的上平面采用铣、磨方法修理时,要始终以主轴承孔和气缸孔中心线为加工定位基准。每个缸体上平面最多允许修理2次,每次修理量应小于0.25mm,其修磨总量不能超过0.50mm。
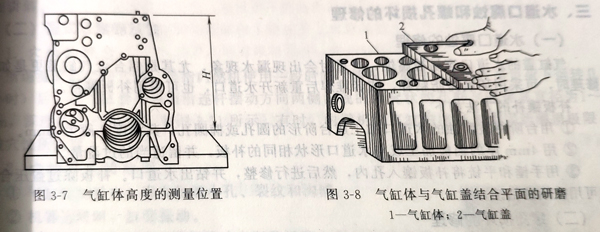
气缸体上平面经过修磨后,应检查气缸体的高度H(即曲轴主轴承孔中心至气缸体上平面的距离),其值应在允许范围内,测量位置如图3-7所示。不同的发动机,其数值是有所不同的,在修理时要详细阅读说明书。
与此同时,当气缸体平面进行铣、磨后,为了保持活塞与气门间的正常间隙和气缸原有压缩比,应选用加厚的气缸垫。
③气缸体和气缸盖的不平也可用铲刀铲平成涂上研磨育,把缸盖放在气缸体上和合研磨,如图3-8所示。
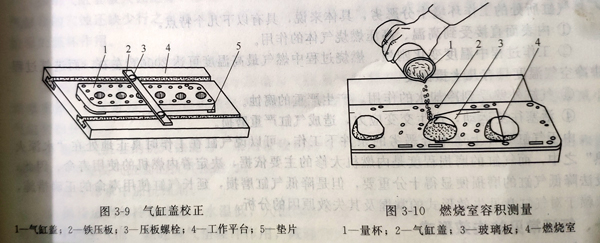
④气缸盖的翘曲,可用敲压法校正。图3-9为敲压法修复内燃机气缸盖的方法;先将厚度约为气缸盖变形量4倍的钢片垫放在气缸盖与平板之间。把压板压在气缸盖中部,柠紧螺栓,使气缸盖中部的平面贴在平板面上,用小铁锤沿气缸盖筋上敲击3遍,以减小受压变形时产生的内应力,停留5min后,将压板移装到全长1/3处敲击,最后再移到另一端1/3处进行压校敲击。
若气缸盖在对角方向翘曲,则压板应斜压在气缸盖上。若压校过量,可以把气缸盖放在锻工的烘炉旁烘热片刻即可消除。
⑤气缸盖平面翘曲后,也可用磨削法来修整。
气缸盖磨削后,会使缸盖厚度有所变薄,燃烧室容积变小,压缩比增大,从而引起内燃机的爆震。因此,当气缸盖的厚度比标准厚度小2mm时,应更换新气缸盖,或在强度影响不大的情况下,多加一个气缸垫继续使用。
气缸盖变形经过磨削后易出现燃烧室容积不等的现象,其容积变化差值,一般不应大于同一内燃机各燃烧室平均值的4%。对于一般内燃机燃烧室容积不应小于原厂规定的95%,否则会出现爆燃倾向。所以,气缸盖修整后,应对燃烧室容积加以测量。
燃烧室容积的测量方法如图3-10所示。彻底清除燃烧室内的积炭和污垢,将铣平的气缸盖放置在工作台上找好水平,将量好的柴油注入被测的燃烧室内,待液面上升与上盖的玻璃板刚接触时停止浇注,再观察量杯减少的容积,即为被测燃烧室的容积。之后,应与该型燃烧室公称容积比较,若不符合容积,应进行修整。
相关文章推荐:
如需了解更多和相关报价欢迎关注下方微信二维码↓↓↓
扫一扫 关注微信